
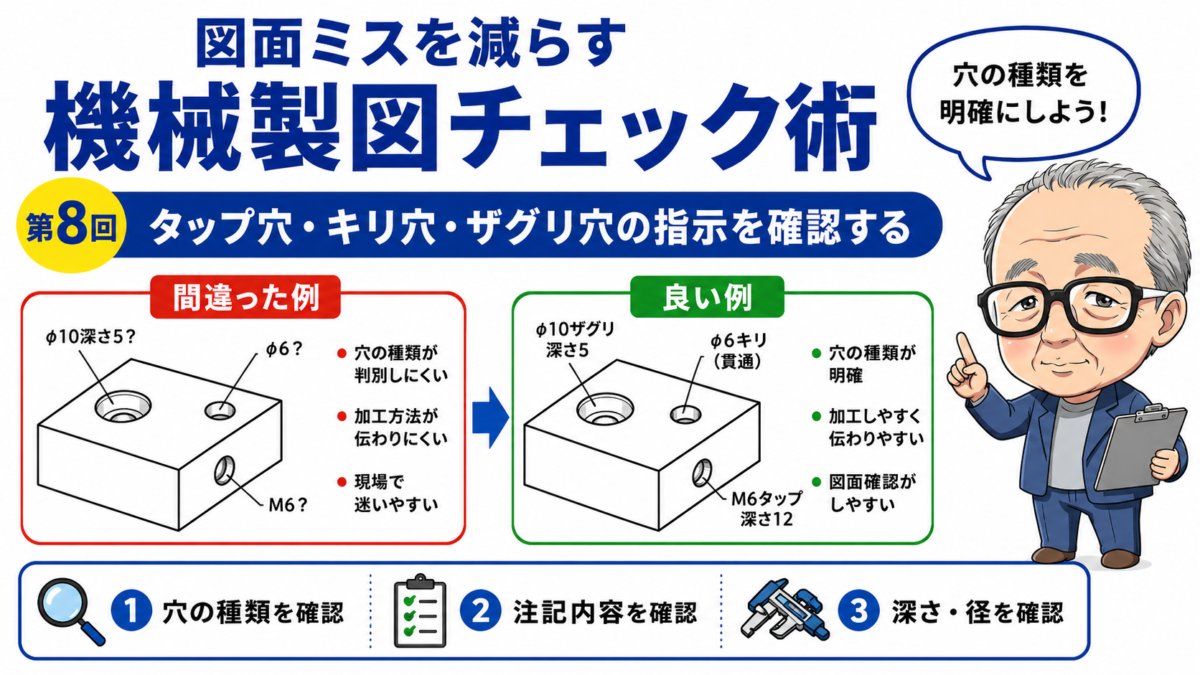
タップ穴・キリ穴・ザグリ穴の指示を確認する
機械図面では、丸い穴に見えても加工内容は同じとは限りません。
タップ穴、キリ穴、ザグリ穴では、必要な寸法や注記が異なります。
穴径や位置が合っていても、深さや加工方向が抜けていると、加工者が判断できません。今回は、穴の種類ごとに確認したいポイントを解説します。
まず穴の種類を確認する
図面チェックでは、最初にその穴が何のための穴なのかを確認します。
代表的な穴には、次のようなものがあります。
- ボルトを通すためのキリ穴
- ねじを締めるためのタップ穴
- ボルト頭を沈めるためのザグリ穴
- 皿ねじを使用するための皿穴
- 位置決めに使うリーマ穴
見た目が似ていても、加工方法や必要な精度は異なります。
単に「穴が描かれているか」ではなく、使用目的に合った穴指示になっているかを見ることが大切です。
キリ穴は径と貫通の確認が必要
キリ穴は比較的単純ですが、指示漏れが起こりやすい部分です。
確認したいのは、次の情報です。
- 穴径
- 穴数
- 穴位置
- 貫通穴か止まり穴か
- 止まり穴の場合は深さ
例えば、「4-φ9」と記載されていても、貫通か止まりかが形状から判断できない場合があります。
板材の貫通穴であればわかりやすいですが、厚い部品や段差のある部品では、穴の終わる位置を確認しましょう。
タップ穴は深さの意味に注意する
タップ穴では、ねじサイズだけでなく深さの確認が重要です。
主に必要となるのは、次の情報です。
- ねじの呼び
- ピッチ
- 有効ねじ深さ
- 下穴深さ
- 貫通か止まりか
- 穴位置と穴数
特に注意したいのが、タップ深さと下穴深さの違いです。
例えば「M8 深さ15」とだけ書かれていると、有効ねじ部が15なのか、下穴全体が15なのかがあいまいになることがあります。
止まりタップ穴では、タップ工具の先端や切りくずの逃げが必要です。そのため、通常は下穴を有効ねじ深さより深く加工します。
図面上で両者が区別できるか確認しましょう。
タップ穴の底に余裕があるか
止まりタップ穴では、部品の厚みに対して穴が深すぎないかも確認します。
下穴の先端は平らではなく、ドリル形状によって円すい状になります。さらに、タップも穴の底まで完全なねじ山を作れるわけではありません。
そのため、部品裏面までの肉厚が少ないと、下穴が貫通してしまう場合があります。
チェックするときは、
- 有効ねじ深さが確保できるか
- 下穴深さに余裕があるか
- 裏面までの残り厚さが十分か
- 使用するボルトが底付きしないか
を確認します。
ザグリ穴は3つの寸法を見る
ザグリ穴は、ボルト頭や座金を沈めるために使用します。
確認したいのは、主に次の3つです。
- 下穴径
- ザグリ径
- ザグリ深さ
例えば、六角穴付きボルトを沈める場合、ボルト頭が入る径と深さが必要です。
ザグリ径が小さければボルト頭が入りません。深さが浅ければ、ボルト頭が部品表面から出てしまいます。
反対に、必要以上に深くすると部品の肉厚が薄くなります。
使用するボルトサイズと照らし合わせて確認しましょう。
ザグリを加工する面に注意する
ザグリ穴では、どちら側の面から加工するのかも重要です。
正面図だけでは、表側のザグリなのか裏側のザグリなのかわかりにくい場合があります。
特に、表裏で形状が似ている部品や、左右反転部品では注意が必要です。
図面チェックでは、
- ザグリを加工する面が明確か
- 断面図や側面図で形状を確認できるか
- 組立時のボルト挿入方向と合っているか
- 相手部品側のナットやタップ位置と合っているか
を確認します。
必要に応じて、断面図や「反対面より」などの注記を使うと伝わりやすくなります。
穴数と注記が一致しているか
穴を追加・削除した後は、穴数の表記が古いまま残ることがあります。
例えば、図面上では6個あるのに「4-φ10」となっているケースです。
タップ穴やザグリ穴でも同じことが起こります。
チェックするときは、図面上の穴を実際に数えて、
- 穴数
- 穴径
- ねじサイズ
- ザグリ仕様
が注記と一致しているか確認しましょう。
似た穴が複数ある図面では、どの穴に対する指示なのかも見分けられる必要があります。
相手部品や使用ボルトと照合する
穴の指示は、部品図だけで判断せず、相手部品や使用するボルトと照合することが大切です。
例えば、
- キリ穴にボルトが通るか
- タップ穴のねじサイズとボルトが合っているか
- ボルトのねじ込み長さが足りるか
- ザグリにボルト頭が収まるか
- ボルト締結後に工具が入るか
を確認します。
穴加工が正しくても、選定したボルトと合っていなければ組み立てられません。
穴指示チェックの簡単な手順
穴の指示は、次の順番で確認すると見落としを減らせます。
1. 穴の使用目的を確認する
2. 穴径・ねじサイズ・穴数を見る
3. 貫通か止まりか確認する
4. タップ深さと下穴深さを見る
5. ザグリ径とザグリ深さを確認する
6. 加工する面と方向を見る
7. 相手部品や使用ボルトと照合するまとめ
タップ穴、キリ穴、ザグリ穴は、図面上では似て見えても、必要な指示が異なります。
特に確認したいポイントは次の通りです。
- 穴の種類と使用目的が合っているか
- 穴径やねじサイズが正しいか
- 貫通・止まり・深さが明確か
- タップ深さと下穴深さが区別されているか
- ザグリ径・深さ・加工面がわかるか
- 相手部品や使用ボルトと合っているか
穴の指示は、わずかな不足でも加工者からの問い合わせにつながります。
穴径、深さ、方向、相手部品をセットで確認することで、加工ミスや組立不良を減らせます。