
穴位置寸法で失敗しないための基本
機械部品の図面では、穴位置寸法がよく出てきます。
ボルト穴、タップ穴、ノック穴、長穴、逃がし穴など、穴にはさまざまな種類があります。
穴は、部品を固定したり、位置決めしたり、相手部品と組み合わせたりするために使われます。
そのため、穴位置寸法がわかりにくい図面は、加工ミスや組立不良につながりやすくなります。
今回は、穴位置寸法で失敗しないために、設計者が意識しておきたい基本を解説します。
穴位置寸法は組立に大きく関係する
穴位置寸法は、単に穴をあける位置を示すだけの寸法ではありません。
実務では、組立時の部品の位置や、相手部品との関係に大きく関係します。
たとえば、2つの部品をボルトで固定する場合、穴位置がずれているとボルトが入りません。
少しのずれであれば長穴や隙間で吸収できることもありますが、位置決め穴やノック穴ではそうはいきません。
特にノック穴やピン穴は、部品の位置を決める重要な穴です。
このような穴の位置がずれると、組立全体の精度に影響します。
穴位置寸法を入れるときは、
「この穴は何のための穴か」
を最初に考えることが大切です。
固定用なのか。
位置決め用なのか。
調整用なのか。
逃がし用なのか。
穴の役割によって、寸法の入れ方や公差の考え方は変わります。
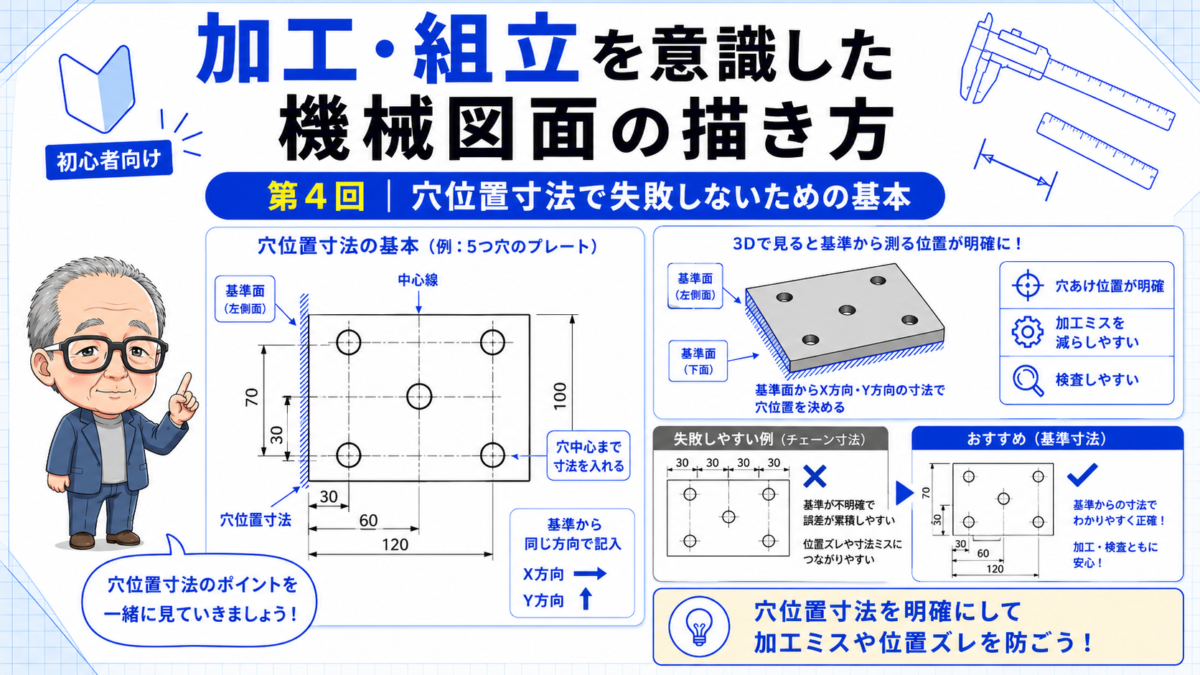
基準面から穴位置を追えるようにする
穴位置寸法で大切なのは、どこを基準にして穴位置を決めるかです。
加工者が穴をあけるときは、基準面や基準穴から位置を追っていきます。
そのため、図面上でも基準がわかりやすくなっている必要があります。
たとえば、プレートに複数の穴がある場合、左端面と下端面を基準にして、各穴の中心位置を寸法記入するとわかりやすくなります。
反対に、ある穴は左端面から、別の穴は右端面から、さらに別の穴は穴同士の距離で寸法が入っていると、図面を見る側は迷いやすくなります。
もちろん、穴同士のピッチが重要な場合は、ピッチ寸法を入れることもあります。
しかし、その場合でも、どの穴や面を基準にしているのかがわかるように整理することが大切です。
寸法を入れるときは、
「加工者はどこから穴位置を追うか」
「検査者はどこから測定するか」
を考えながら記入しましょう。
穴の中心を明確にする
穴位置寸法は、基本的に穴の中心を基準にして記入します。
そのため、図面上では中心線や中心マークを使って、穴の中心がわかるようにします。
中心がわかりにくい図面では、寸法の意味も伝わりにくくなります。
特に、複数の穴が並んでいる場合や、長穴がある場合は注意が必要です。
長穴の場合、中心間寸法なのか、端部のR中心までの寸法なのか、全長寸法なのかがわかりにくいことがあります。
あいまいな寸法記入をすると、加工者によって解釈が変わる可能性があります。
穴位置を示すときは、
穴中心なのか
長穴の中心なのか
端部Rの中心なのか
が読み取れるようにしましょう。
穴の中心が明確な図面は、加工もしやすく、検査もしやすくなります。
穴の役割によって寸法精度を考える
すべての穴に同じ精度が必要なわけではありません。
たとえば、ボルトを通すだけのキリ穴であれば、多少の隙間があります。
そのため、必要以上に厳しい位置公差を入れなくてもよい場合があります。
一方で、ノック穴や位置決めピン穴は、部品の位置を決めるための穴です。
このような穴は、穴径や穴位置の精度が重要になります。
また、タップ穴の場合は、相手部品のキリ穴との関係も考える必要があります。
タップ穴の位置がずれていると、ボルトが入りにくくなったり、部品が浮いたりすることがあります。
穴にはそれぞれ役割があります。
- ボルトで固定する穴
- 位置決めする穴
- 調整するための長穴
- 工具や部品を逃がす穴
- 軽量化や配線のための穴
この役割を考えずに、すべて同じように寸法を入れると、実務では不具合につながることがあります。
穴ピッチと端面基準を使い分ける
穴位置寸法では、穴ピッチと端面基準の使い分けも大切です。
穴ピッチとは、穴と穴の中心間の距離です。
複数の穴の間隔が重要な場合に使われます。
一方、端面基準は、部品の端面から穴中心までの寸法です。
部品全体の中で穴の位置を管理したい場合に使いやすい考え方です。
たとえば、相手部品と穴の並びを合わせることが重要な場合は、穴ピッチが大切になることがあります。
しかし、部品の外形に対して穴位置を正しく管理したい場合は、端面からの寸法が重要になります。
どちらが正しいというより、何を管理したいかで選びます。
大切なのは、寸法の入れ方に理由があることです。
空いている場所に何となく寸法を入れるのではなく、部品の使われ方を考えて寸法を入れましょう。
よくある穴位置寸法の失敗例
穴位置寸法でよくある失敗には、次のようなものがあります。
- 穴の基準がわかりにくい
- 穴中心が明確に示されていない
- 穴ピッチと端面基準が混在している
- 位置決め穴と固定穴の区別がない
- 長穴の寸法指示があいまい
- 相手部品との穴位置関係を確認していない
- 必要以上に厳しい公差を入れている
- 重要な穴なのに公差が入っていない
特に注意したいのは、相手部品との関係です。
単品図だけを見ると問題がなくても、組立図で確認すると穴位置が合っていない場合があります。
部品図を描くときは、必ず相手部品や組立図も確認することが大切です。
穴位置寸法を確認するときのポイント
図面を描いたあと、穴位置寸法について次の点を確認しましょう。
- 穴の役割は明確か
- 基準面や基準穴から寸法を追いやすいか
- 穴中心がわかりやすく示されているか
- 穴ピッチと端面基準の使い分けに理由があるか
- 相手部品の穴位置と合っているか
- 長穴や調整穴の寸法があいまいになっていないか
- 必要な穴に必要な公差が入っているか
この確認をするだけでも、穴位置のミスはかなり減らせます。
穴は小さな要素に見えますが、組立では非常に重要です。
特に装置設計では、穴位置のずれが現場調整や手戻りにつながることがあります。
まとめ
穴位置寸法は、加工だけでなく組立にも大きく関係する重要な寸法です。
穴を描くときは、まずその穴の役割を考えることが大切です。
固定用なのか、位置決め用なのか、調整用なのかによって、寸法の入れ方や精度の考え方は変わります。
また、基準面や基準穴から穴位置を追いやすくすることで、加工者にも検査者にも伝わりやすい図面になります。
初心者のうちは、穴を単なる丸形状として見てしまいがちです。
しかし実務では、穴は部品同士をつなぎ、位置を決める大切な要素です。
図面を描くときは、
「この穴は何のためにあるのか」
「どこを基準に加工・検査するのか」
「相手部品と正しく合うのか」
を必ず確認しましょう。
次回は、加工方法によって図面の考え方が変わる
「加工方法を考えた図面の描き方」
について解説します。