
穴位置寸法でよくあるミス
機械図面では、穴径だけでなく、穴の位置を正しく伝えることが重要です。
穴径が合っていても、位置がずれていれば相手部品と組み付けられません。
特にボルト穴、位置決めピン穴、軸受穴などは、わずかな位置の違いが組立不良につながります。
今回は、図面チェックで確認したい穴位置寸法のよくあるミスを紹介します。
穴径だけでは部品を作れない
穴の指示を見るときは、最初に穴径へ目が向きがちです。
しかし、加工に必要なのは穴径だけではありません。
基本的には、次の情報が必要です。
・穴径
・穴数
・穴の位置
・貫通か止まりか
・必要に応じて深さ例えば「4-φ10」と書かれていても、穴中心の位置寸法がなければ加工できません。
CAD上では穴が正しい場所に描かれているため、設計者本人は位置寸法の不足に気づきにくいことがあります。
図面チェックでは、すべての穴について位置を特定できるかを確認しましょう。
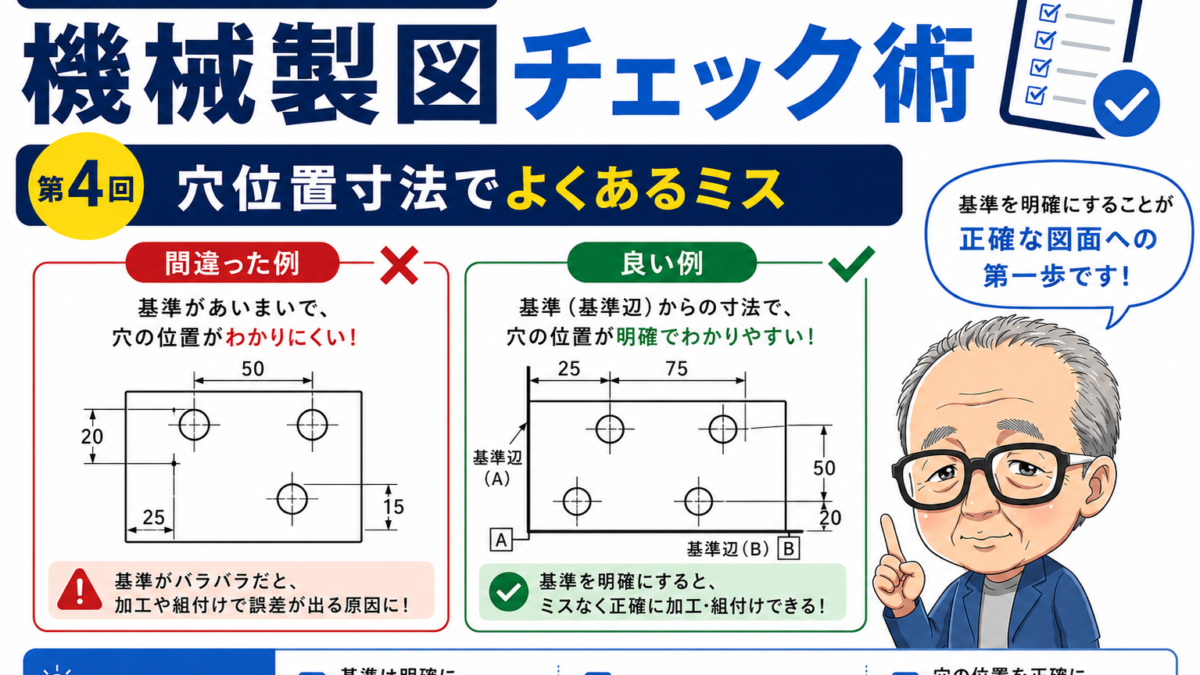
基準面からの寸法が不足していないか
穴位置は、通常、端面や中心線などを基準にして指示します。
例えばプレートの穴であれば、
左端から穴中心まで30
下端から穴中心まで20のように、横方向と縦方向の両方が必要です。
よくあるミスは、片方の寸法しか入っていないケースです。
横方向の位置はわかるけれど、高さ方向がわからない。
または、高さ方向はわかるけれど、左右の位置がわからない。
穴位置を確認するときは、穴中心から寸法線を追い、縦横の位置が両方決まるかを見ると抜けを見つけやすくなります。
外形の端から測るのか、中心から測るのか
左右対称の部品では、中心線を基準に穴位置を指示することがあります。
一方で、外形の端面を基準にした方が加工しやすい部品もあります。
ここで注意したいのが、基準の混在です。
例えば、一方の穴は左端から寸法を入れ、もう一方の穴は中心線から寸法を入れていると、図面が読みにくくなります。
また、左右対称のつもりでも、寸法の入れ方によっては対称であることが伝わりにくくなります。
チェックするときは、
・外形端面を基準にするのか
・中心線を基準にするのか
・重要な穴を基準にするのかを整理し、穴位置の考え方が途中で変わっていないか確認します。
穴から穴へ寸法をつなぎすぎていないか
複数の穴が並んでいる場合、穴中心から次の穴中心へ寸法をつないで指示することがあります。
例えば、
1番目から2番目まで30
2番目から3番目まで30
3番目から4番目まで30という入れ方です。
穴ピッチが重要な部品では、この方法が適している場合もあります。
ただし、それぞれの穴位置に誤差が生じると、最後の穴ほど位置がずれる可能性があります。
外形端面から最後の穴までの位置が重要であれば、ひとつの基準から各穴へ寸法を入れた方が管理しやすくなります。
寸法をチェックするときは、穴ピッチと外形からの位置のどちらが重要かを考えましょう。
相手部品の穴位置と合っているか
穴位置寸法は、図面単体では問題がなくても、相手部品と合わないことがあります。
特に注意したいのは、次のような穴です。
・ボルト締結用の穴
・位置決めピン穴
・軸やベアリングを通す穴
・配管や配線を通す穴
・取付面にある穴組立図では穴が合っているように見えても、部品図の寸法が違っているケースがあります。
流用図面で穴位置を変更したときや、相手部品だけを修正したときに起こりやすいミスです。
穴位置を変更した場合は、相手部品側の図面も確認することが大切です。
長穴では中心位置と向きに注意する
長穴は、丸穴よりも指示する情報が多くなります。
基本的には、次の点を確認します。
・長穴の幅
・長穴の全長
・中心位置
・長穴の向き
・端部形状長穴の寸法自体は入っていても、中心位置が抜けていることがあります。
また、縦長なのか横長なのかが、図面の見方によってわかりにくい場合もあります。
長穴は調整用として使われることが多いため、どちらの方向へ調整するのかも重要です。
組立時の調整方向と長穴の向きが合っているかも確認しましょう。
穴数の指示漏れにも注意する
同じ径の穴が複数ある場合は、「4-φ10」などのように穴数を記入します。
ここでよくあるのが、穴を追加または削除したのに、穴数の表記を変更していないミスです。
図面には穴が6個あるのに、指示は「4-φ10」のまま。
または、穴を1個削除したのに「6-φ8」が残っている。
こうした不一致は、加工者を迷わせます。
チェックするときは、図面上の穴を実際に数え、穴数の指示と一致しているかを確認すると確実です。
タップ穴やザグリ穴は位置以外も確認する
タップ穴やザグリ穴では、穴位置だけでなく、穴の仕様も確認します。
タップ穴の場合は、
・ねじサイズ
・ピッチ
・有効ねじ深さ
・下穴深さ
・穴位置ザグリ穴の場合は、
・下穴径
・ザグリ径
・ザグリ深さ
・穴位置が必要です。
穴位置は正しくても、深さや穴径の指示が不足していれば加工できません。
穴をひとつの形状として見るのではなく、位置と加工内容をセットで確認することが大切です。
穴位置チェックの簡単な手順
穴位置を確認するときは、次の順番で見るとわかりやすくなります。
1. 図面上の穴をすべて拾う
2. 穴径と穴数を確認する
3. 縦横の位置寸法があるかを見る
4. 寸法基準がそろっているか確認する
5. 穴ピッチと外形からの位置関係を見る
6. 相手部品の穴位置と照合する
7. 長穴・タップ・ザグリなどの追加情報を確認する穴を目で追いながら、一つずつ確認するのがポイントです。
図面全体を眺めるだけでは、小さな穴の寸法抜けを見落としやすくなります。
まとめ
穴位置のミスは、加工後に初めて発覚すると修正が難しい場合があります。
穴径が少し違うだけなら追加工できることもありますが、穴位置そのものがずれていると、部品を作り直さなければならないこともあります。
特に確認したいポイントは次の通りです。
・すべての穴の位置を特定できるか
・縦横両方の位置寸法があるか
・穴位置の基準がそろっているか
・穴数の指示が図面と一致しているか
・相手部品の穴と合っているか
・長穴やタップ穴の情報がそろっているか穴位置寸法をチェックするときは、図面単体だけでなく、実際にどの部品と組み合わさるのかまで考えることが大切です。
一つひとつの穴を確実に確認することで、加工ミスや組立時の手戻りを減らせます。